

Services
Services Back


Cold Spray Technology
Early years of Cold Spray development within WWG Engineering has been very much "market driven". It was mainly set up to perform critical functional applications for a reknown, top-branded marine engine maker. Main material development has been Metal Composite, targeting surface reclamations on cast iron and cast aluminium engine body parts.
Today, Cold Spray has evolved as an inseparable part of WWG's Uniquely Formulated, Integrated Engineering Solutions. It is freque
Cold Spray Technology
Early years of Cold Spray development within WWG Engineering has been very much "market driven". It was mainly set up to perform critical functional applications for a reknown, top-branded marine engine maker. Main material development has been Metal Composite, targeting surface reclamations on cast iron and cast aluminium engine body parts.
Today, Cold Spray has evolved as an inseparable part of WWG's Uniquely Formulated, Integrated Engineering Solutions. It is frequently applied in tendem or as part of the combined Surface Engineering Solutions to jointly address mission critical topics.
Early History of Cold Spray Technology Development
Research work similar to modern day Cold Spray Technology started more than 120 years back. This was evident when scientist Samuel H Thurston granted a patent in 1902, founding father of Thermal Spraying Technology inventor Max Ulrich Schoop was granted a patent in 1915, and later, another patented was granted to researcher Charles Rocheville in 1963.
All these earlier years research work were somewhat incomplete as compared to subsequent development, due to the technological conditions and constraints at that time. Many conditions such as powder size, nozzle design (de-Laval), compressed working gas, particle speed, heat input, material development etc… were not ready, and thus, if any minor success were mainly limited to some very soft metallic materials, but unable to commercialize.
Successful Cold Spray Invention
Cold Spray was an excellent “accidental” discovery case by Russian scientists, Professor Anatolii Papyrin and team while physically experimenting particle erosion of target that was exposed to a 2-phase high-velocity flow of fine powders in a wind tunnel, where there was a surprise observation of rapid coating formation. This was further developed and commercialized in the 1990s.
At that time, patents and research publications started to attract many attentions at the USA leading to the successful commercialisation of Cold Spray Technology. Major research breakthrough in materials development with wide range of matching substrates were going on extensively. Hence, main expansion of Cold Spray Technology after year 2000, with enormous coating applications into a very wide industrial segments.
Cold Spray Technology Development in WWG Engineering
WWG Engineering R&D department has shown substantial interest in the Cold Spray Technology in recent years, mainly due to its many unique characteristics, untapped benefits and the advantages working alongside with the Thermal Spray Coating Technology in its Engineering Ecosystem. We firmly conduct evaluations and believe that we could explore and generate enormous valuable industrial applications that was not previously thought possible by the other Thermal Spraying Coating technology alone.
As it is, Cold Spray Technology has so far proven to be a very useful and successful process in many Marine and Petrochemical equipment refurbishment work for the WWG Engineering. However, based on our already identified roadmap, there are many Applied R&D topics in the pipeline. As far as company’s objectives concern, this is only a very early stage of development work.
About Cold Spray Technology
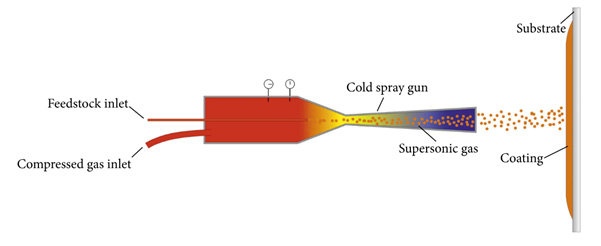
Essentially, Cold Spray is part of the Thermal Spraying Technologies. It is a solid-state process whereby metal or blended powder particles are accelerated to a supersonic velocities and collide onto the substrate. Hence in this particle deposition process, it is a high-energy solid state coating and powder consolidation process, with very high deposit efficiency. This is good for metals, metal alloys, and metal blends for numerous applications, including the carbides family.
Unlike most Thermal Spray Coating Technology, Cold Spray does not require a combustion process. This is a tremendous application advantage, for example we can by-pass the hot-work permit in the oil & gas industry. Basically, Cold Spray and majority of Thermal Spray differ in three main ways; process parameters, coating materials and the resulting coating properties, and thus, Cold Spray process allowing applications that are not normally feasible or easily achievable and allowable by others.
In general, Cold Spray is probably requiring the lowest heat range. Cold Spray coating can create a mixture of metallic and non-metallic free-standing structure via ballistic impinge¬ment upon a substrate, which upon impact with a substrate or previously deposited particles convert the particle's kinetic energy into plastic deformation, strain, and ultimately heat. The bonding mechanism is a combination of mechanical interlocking and metallurgical bonding from re-crystallization at highly strained particle interfaces.
Benefits of Cold Spray
There are many benefits of Cold Spray Coating. Examples are:
- High Quality Coating;
- Low Energy Consumption;
- Repairing dents, localized damage;
- Minimal heat input to substrate with no “heat-affected zone” ;
- Coating has no phase transformation, physical and chemical properties of particles are remaining original due to low heat;
- allows to spray thermally sensitive materials and highly dissimilar materials combinations, due to the fact that the adhesion mechanism is purely mechanical;
- Spraying high melting point because there is no particle-melting required;
- High deposition efficiency and rate typically >80%;
- Easy Preparations, no or little masking, very fast setup time;
- No grit blasting required, huge saving in cost and time;
- Dynamic recrystallization with refined grains has been observed between particle and particle bonding region;
- High density , deposition rate, low shrinking;
- High bond strengths > 10 ksi [68 MPa];
- Coating strengths > 40 ksi [275 MPa];
- Porosity typically < 1%;
- Compressive residual stresses in coating, rather than tensile;
- Structural properties can be achieved;
- Fairly original powder microstructure and properties are preserved;
- No concern on oxygen sensitive materials, aluminum, copper, titanium, and carbide composites (e.g. tungsten carbide),] as well as coatings made from amorphous alloys;
- No oxide formation, alloy decomposition, combustion product entrapment;
- Flexibility in substrate-coating selection;
- High thermal and electrical conductivity of coatings;
- High homogeneity of coatings;
- Possibility to spray micro-sized particles (5–10 μm);
- Possibility to spray nanomaterials and amorphous materials;
- Short standoff distance; Minimum surface preparation;
- Low energy consumption; Possibility to obtain complex shapes and internal surfaces;
- High productivity due to high power feed rate;
- Under careful preparations, possibility to collect and reuse 100% of particles;
- No toxic wastes;
- No combustion; increased operational safety due to the absence of high temperature gas jets and radiation;
- The small nozzle size (10–15 mm2) allowing a high-density particle beam;
- With the short stand-off distance (25 mm)n working with such a small nozzle size, such high focus of the jet and precise control over the deposition area is easily achieved;
- High density and hardness of coatings;
- No real limit on deposition thickness;
- Cold Spray is good to deliver dense uniform and ultra-thick (generally 20 μm – 50 mm) coatings mainly due to the compressive stress induced in the coating process;
- And… Many more...
Some Cold Spray Limitations
Like many technologies, there are limitations...
- Not feasible to spray very hard and brittle materials whereby it is near-zero ductility in the as-sprayed condition;
- Technically, unlike ductile particles, the mechanical adhesion through plastic deformation could be not as effective;
- There is a need for ductile substrate;
- Difficulty in processing pure ceramics and some alloys as work-hardening alloys;
- High cost of Helium;
- Nozzle maintenance where fouling and erosion occurs;
- Etc…
Key Cold Spray Parameters
There are several factors that can affect the quality of cold-sprayed coatings and the deposition efficiency.
- Gas type: Compressed air, Nitrogen, Helium
- Gas pressure Setting
- Gas temperature (the maximum temperature in cold spraying is 900 °C)
- Particle size
- Feedstock material properties, e.g. density, strength, melting temperature
- Nozzle type
- Substrate
- Deposition kinetics (gun transverse speed, scan velocity, number of passes ...)
- Standoff distance, i.e. the distance between the cold spray nozzle and the substrate.
Types of Cold Spray Technology
There are two types of CS.
- 1) Low Pressure Cold Spray (LPCS)
- 2) High Pressure Cold Spray (HPCS)
While main Cold Spray theory of the background technology is the same, key differentiation of LCPS and HPCS are mainly:
- The complexity of the machine design
- Compressed air versus inert gas of Nitrogen and Helium as working gas
- Pressure rating
- Heating power rating
- Flow rate
As a results, each LPCS and HPCS are having differences in the machinery construction, size of machinery, plus, each are more friendly and suitable to spray different set of powders. Main characteristics and features of the two Cold Spray systems are the same. For example the small nozzle, short spray distance, easy spray setup, sprayed particle not experiencing the melting process, impact nature, coating homogeneity …. Etc…etc…
Having saying all these, it is naturally that HPCS would cost much more than LPCS in terms of financial investment and setting up is more involved.
Low Pressure Cold Spray Technology (LPCS)

Main feature: Relatively simpler in the equipment overall construction in terms of construction and size as compared to HPCS.
Spraying Handling: Handheld or Automated
| Substrate | Metal, alloy, ceramic, glass, plastic |
| Working Gas | Compressed Air |
| Pressure | 0.5 – 1.0 MPa |
| Flow Rate | 0.5- 2.0 m3/min |
| Heating Power | 3 – 5 KW |
Main Powders: Metal, alloy and Ceramic Blends
This unique metal coating system can be characterised by its excellent user-friendliness and practical versatility. The Low Pressure technique is consider more handy, easy handling, particularly suitable for repairing all sorts of damage (e.g. as dents, scratches, corrosion spots, cracks, etc.) on metal parts. According to the situation, temporary or permanent repairs can be carried out whenever time (i.e. downtime) and replacement would cost money. The technology can also be integrated into fully-automated production processes, as it is ideally suited for the manufacture and development of new components. In addition, Low Pressure Cold Spray can be used to apply a metallic layer to various plastics.The Low Pressure Cold Spray technique can be applied to all metals, glass, ceramics and many types of plastic.
High Pressure Cold Spray Technology (HPCS)


Main feature: More complex in the equipment overall construction in terms of construction and size as compared to LPCS.
| Spraying Handling | Automated |
| Substrate | Surface materials include metal and metal alloys, ceramic and glass, polymers, paper, and net screen and foil. |
| Working Gas | Nitrogen or Helium |
| Pressure | Above 1.5 MPa |
| Flow Rate | Exceeding 2.0 m3/min |
| Heating Power | 18 KW |
Main Powders: Pure Metal, Alloy, Super Alloy, Carbide Family powders (5-50 microns)
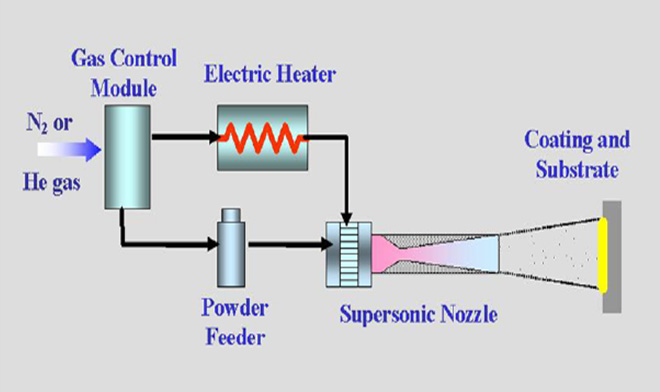
In High Pressure Cold Spray (HPCS) Process, it is using electrically heated high-pressure carrier gas, like nitrogen or helium, to accelerate metal powders through a supersonic de Laval nozzle above a critical velocity for particle adhesion. Considered a supersonic particle deposition process, this is a high-energy solid state coating and powder consolidation process, with very high deposit efficiency. This is good for metals, metal alloys, and metal blends for numerous applications, including the carbides family.
Cold Spray coating can create a mixture of metallic and non-metallic free-standing structure via ballistic impinge¬ment upon a substrate, which upon impact with a substrate or previously deposited particles convert the particle's kinetic energy into plastic deformation, strain, and ultimately heat. The bonding mechanism is a combination of mechanical interlocking and metallurgical bonding from re-crystallization at highly strained particle interfaces.
The cold spray process is applicable to corrosion-resistant coatings (zinc and aluminum), dimensional restoration and repair (nickel, stainless steel, titanium, copper and aluminum), wear-resistant coatings (chromium carbide – nickel chromium, tungsten carbide – cobalt, and tungsten copper), electromagnetic interference (EMI) shielding of components and structures, high strength dissimilar material coatings for unique manufacturing solutions, and field repair of components and systems.
More Images
Fill the below form and send your Enquiries :
© 2022 WWG Engineering Pte. Ltd. All Rights Reserved.
